「ラミネート加工 完全版」PDFデータ無料ダウンロード
※現在、無料公開中。ラミネート包装の機能や業界ごとの活用製品事例など
 押出ラミネートのトラブル
押出ラミネートのトラブル

押出ラミネートの代表的なトラブルについて
今回は押出ラミネートでよくご相談頂く代表的なトラブルの例をご紹介します。この他の押出ラミネートに関して試作などのご相談もお気軽にお問い合わせフォームよりお声掛けください。
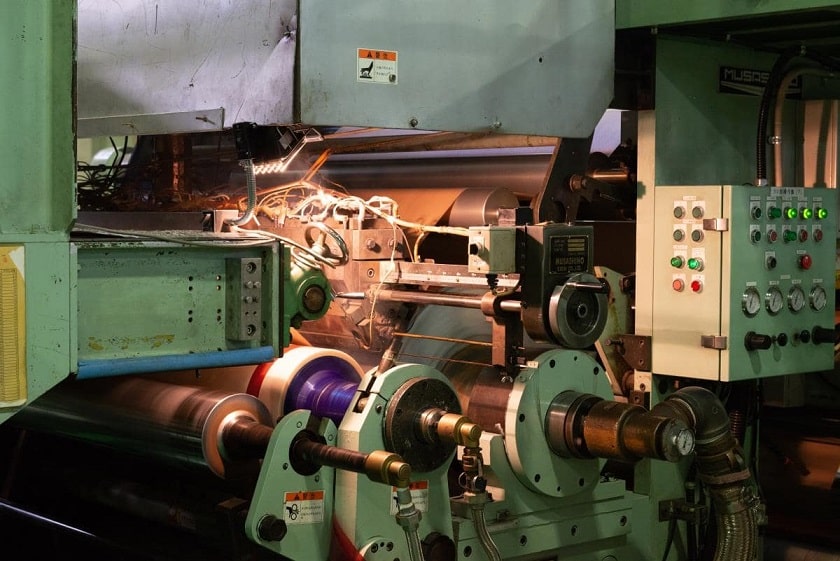
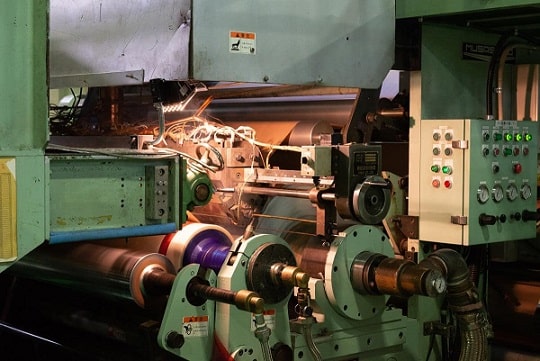
押出ラミネートとは、熱可塑性樹脂を熱で溶かしてダイから押し出し、紙やフィルムなどシート状のものにラミネートする技術です。通常押出ラミネートは、押出温度を上げることで接着性や伸びが良くなり、ダイの両端は中央より温度設定を高めに設定します。ポリエチレンの酸化性と熱溶着性は反比例するため高温で処理する場合は注意が必要です。
⇒押出ラミネートとは詳細
押出ラミネートトラブル① ブロッキング
ブロッキングとは、プラスチックフィルムなどを重ねた際に、低分子物がフィルムの表面ににじみ出てフィルム同士が不要な接着をしてしまう現象をさします。ブロッキング防止には樹脂温度の調整も有効です。また樹脂膜の接触による現象ですから、珪藻土などの微細粉末を加えて表面をざらざらした状態にすると接着面が減りブロッキングが発生しづらくなります。その他、滑り性を付与する脂肪酸アミドもブロッキング防止剤として使用されます。
押出ラミネートトラブル② フィッシュアイ
押出ラミネートにおいて、混入したごく小さな異物の周辺をプラスチック樹脂が取り巻き魚の目玉のように透明なコブが見えることがります。このような状態をフィッシュアイと言います。フィッシュアイは異物混入だけではなく、樹脂の混練によって発生する場合もあります。また空気や揮発により一見フィッシュアイのような状態になったものを偽フィッシュアイといいます。偽フィッシュアイ減少には予備乾燥が効果的です。
押出ラミネートトラブル③ サージング現象
サージングとは、樹脂が高温であったり混練が不十分であるなどして、材料が一定でなく排出されムラが発生することをさします。サージングの要因は様々です。前述の混錬不足によるものの場合は押出機のヘッド圧を上げることで改善する場合があります。押出ラミネートにおいて寸法が著しく変化した場合はサージング現象を疑いましょう。
押出ラミネートトラブル④ 接着不全
押出ラミネートにおける接着不全は、ダイから押し出される樹脂の温度が低い場合や基材の余熱不足・基材に付着した接着剤や油などの要因が考えられます。加工の速度を速くかつ接着性を保つ場合には前処理も重要です。エアギャップを上げるとネックインが大きくなり樹脂温度が低下し加工性が落ちます。コロナ処理による接着から、酸化促進効果のあるオゾン吹きかけ処理をすることも有効です。
押出ラミネートトラブル⑤ ネックイン
ネックインとは押出ラミネートにおいて加工速度が低速であったりエアギャップ(ダイ出口から冷却点までの距離)が大きい場合に発生し、ダイスから押し出される樹脂が冷却ロールによって延伸され両端が狭くなる現象です。エアギャップを小さくして加工速度を上げるなどの改善方法が場合があります。
押出ラミネートトラブル⑥ ヒーターロール
押出ラミネートの機械の種類によってはヒーターロールが設置されている場合があります。ヒーターロールは紙の温度を上げることで接着温度を上げるためのものですが表面に水分が出ることで接着を阻害する場合があります。
押出ラミネートトラブル⑦ コロナ処理
コロナ処理は、オゾン臭が製品に生じる場合があります。牛乳パックなど臭いが気になる製品の場合は火を紙に吹き付けるフレーム処理や、アンカーコートなどが使用されます。またアフターコロナ処理を行う場合はブロッキングを引き起こす場合もあるため注意が必要です。


株式会社ウインテックスはtダイ式押出ラミネート技術を採用しています。Tダイとは、押出機の方向に対してダイがTの字に設置されているものを指します。Tダイから熱で溶かした樹脂をフィルム状に流下させ、冷却ロールとプレスロールで紙や不織布に圧着させます。基材となる紙には元来水分が含まれていますが、この水分量は夏と冬・縦積み・横積みでも変化します。このように押出ラミネートは温度や樹脂の選定などだけではなく、基材の湿度管理なども含めて高度な知識と技術が必要とされる技術です。
基材は紙や不織布・クロス・アルミなどを使用し樹脂は特性に合わせてブレンドしたり多種多様です。汎用性が高いため食品用・医療用・建材用など幅広い分野で求められる用途に対応できます。
⇒押出ラミネート製品一覧
押出ラミネートの受託会社をお探しの方、具体的な案件だけではなく、検討段階にある製品のご相談も歓迎です。
まずはお気軽にお問い合わせください。
![]()