 ヒートシールとは ヒートシールの仕組み、使用樹脂、接着不良の原因と対策
ヒートシールとは ヒートシールの仕組み、使用樹脂、接着不良の原因と対策
ヒートシール
製袋に欠かせないヒートシールとは?

ヒートシールとは
ヒートシール性

ヒートシールとは、紙にラミネートしたプラスチックフィルム層を熱や圧力で溶かし、接着する技術です。ヒートシールが身近に使用されてる例は、紙袋です。袋を製造することを製袋といいます。この製袋に使用されているのがヒートシールなどの「接着」技術です。ヒートシール性とは、熱でフィルム・シートの樹脂層を融着できる性質を指します。温度融解性のある樹脂でフィルム表面にシール層を形成し、シール層を溶かしてフィルム同士を圧着させます。
接着・シール加工の方法には、接着剤を使用したコールドシール、ヒートシール(インパルスシール、高周波ヒートシール、超音波式ヒートシール)などがあります。
ヒートシール法を使用すれば、接着剤を使用せずに紙のみで接着させることができます。
ヒートシールの機械
昔はアイロンを使用して接着していましたが、今はヒートシーラーという機械によって行います。
ヒートシーラーには、ロール式、ベルト式、平圧式などの種類があります。ヒートシールした製品は、破裂強さ、容器の破裂強さ、落下強さ、耐圧縮強さ、漏洩防止の5つの観点から試験を行います。
弊社は、ラミネート加工メーカーです。紙や不織布、クロス、アルミ箔など様々な基材へのラミネート加工が可能です。カット・ロール品、ヒートシーラーによる製袋など、お客様の希望される仕上げまで一社完結で行います。
→ラミネート製品一覧
ヒートシールの種類
- インパルス式ヒートシール
- インパルスは大電流を瞬間的に流すことで樹脂を溶かして溶着します。接着強度が安定して見た目がきれいですが、電流を流した後、3秒から5秒ほど冷却時間が必要です。
- 超音波式ヒートシール
- 超音波は、超硬刃と台を微振動させて樹脂を溶かして溶着します。安定した接着と冷却時間が要らず早いという特徴があります。
- 熱溶着ヒートシール
- ヒートシールするプラスチックフィルムの層の厚みによって接着の強度が変化します。シール強度を増加させたい場合は、ポリエチレンフィルムや、塩化ビニルなどの樹脂熱可塑樹脂によるプラスチックフィルム層を厚くする必要があります。熱溶着は単に樹脂に熱を掛けて溶着するので、接着部分が熱劣化したり、溶けて不均一になったり、穴が開いたりします。シール不良や小さい穴を発見するために、水中で袋を圧迫し、気泡の発生がないかを確認する方法もあります。
ヒートシールの仕組み
接着の仕組みと樹脂の種類
ヒートシールの仕組み
ヒートシールの仕組みは、フィルムを加熱し融解して圧力で接着させるというものです。
接着面の樹脂がヒートシーラーの加熱機能で高温状態になり、溶けて液体化したところに、別の面を圧力をかけて貼り合わせ、冷却して樹脂を再び固めます。熱と圧力だけで接着剤を使用せずにシールすることができます。
ヒートシールに使用する樹脂の種類
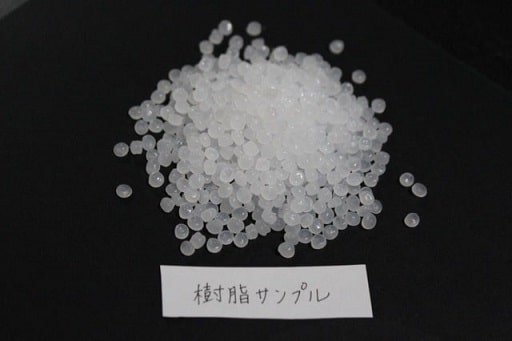
ヒートシールする際に紙に張り合わせ、ラミネートする樹脂は主に熱可塑樹脂です。
プラスチック樹脂には熱可塑樹脂と熱硬化性があり、熱可塑樹脂は、汎用プラスチックとエンジニアリングプラスチックに分けられ熱によって可塑性を持つ特徴があります。ポリエチレン・ポリプロピレン・ポリアミド・ABS等が代表的です。
高熱によって柔らかくなり液状化し、冷却すると固形になります。
押出ラミネートに使用する樹脂も基本的に熱可塑樹脂です。
低密度ポリエチレンはヒートシール性が高く、シール強度があり、防湿性・耐寒性・透明性に優れた樹脂です。
高密度ポリエチレンは低密度ポリエチレンと比較して剛度がありホットタック性、耐寒性に優れています。無延伸ポリプロピレンはヒートシール性があり、耐寒性や防湿性にも優れています。
エチレン・酢酸ビニル共重合樹脂はヒートシール性がと耐寒性が高い素材です。アイオノマーもヒートシール可能です。
二軸延伸ポリプロピレンやアルミ箔、ポリエチレンテレフタレートは単体ではヒートシール性には適していません。
ヒートシール不良の原因とは?
温度・圧力・加熱時間に注意
ヒートシールの接着不良の原因と対策
ヒートシール不良の原因は、静電気、フィルムの接着面の状態、接着時の温度・圧力・加熱時間などの条件にあります。接着不良によって引き起こされるキズやシワ、未接着部分の発生、エッジ切れは、内容物の漏洩など包装トラブルに繋がります。
静電気によるシール不良には、除電装置の使用が効果的です。
ヒートシールの接着不良の対策として、ラミネート加工の際にオゾン処理が用いられる場合もあります。オゾン処理は、融解樹脂を酸化させて接着力を向上させるラミネート加工の前処理方法の1種です。オゾン処理によって、樹脂温度が低温の状態で接着面が酸化し、反接着面の参加を抑制することで、ヒートシール性を改善させます。→押出ラミネートの前処理
ヒートシールの接着不良として最も多いのは、シールする際の温度・加熱時間・圧力に問題があるケースです。その場合は、温度・加熱時間・圧力を調整することでヒートシール性を改善することができます。
以下に、ヒートシールの際の温度・加熱時間・圧力のそれぞれの影響を解説しました。
温度・圧力・加熱時間の重要性
| ヒートシールの3条件 | ヒートシールする上での注意事項 |
|---|---|
| 温度 | ヒートシール面に使用した樹脂の性質に合わせた適切な温度管理が重要です。低温すぎるとヒートシールができず封が弱くなる可能性があり、高温では樹脂層の歪みや剝離につながり高温すぎると熱可塑性樹脂の構造を破壊する可能性もあります。 |
| 圧力 | ヒートシール層に均一に圧力をかけることで、むらなくヒートシールすることができます。さらに加熱と同時に圧力をかけることで熱が効率よく伝わり短時間できれいにヒートシールされるのです。しかし圧力をかけすぎるとヒートシール層の融解した樹脂を絞り出してしまい接着失敗することがあります。 |
| 加熱時間 | ヒートシール層の樹脂が熱されて融解するまでには適切な時間管理が必要です。加熱時間が短いと適切に接着されませんし、加熱時間は長すぎてもいけません。加熱時間の塩梅は前述の温度によっても変わります。基本的には低温の場合は接着に時間がかかり、高温の場合は短時間で接着されます。 |
ヒートシールの方法

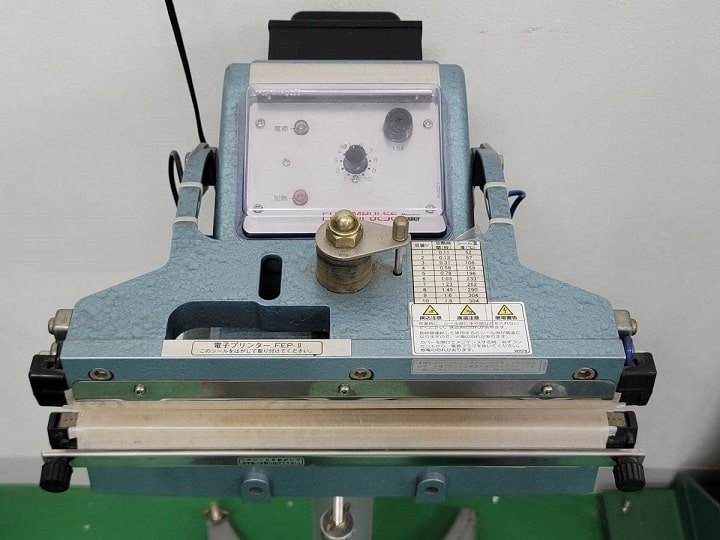
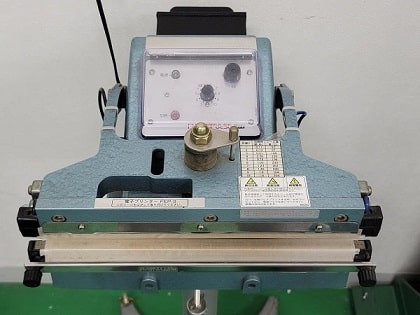
ヒートシール手順①
シーラーのスイッチを入れ、シール温度とシール時間をダイヤルで調節し設定します。
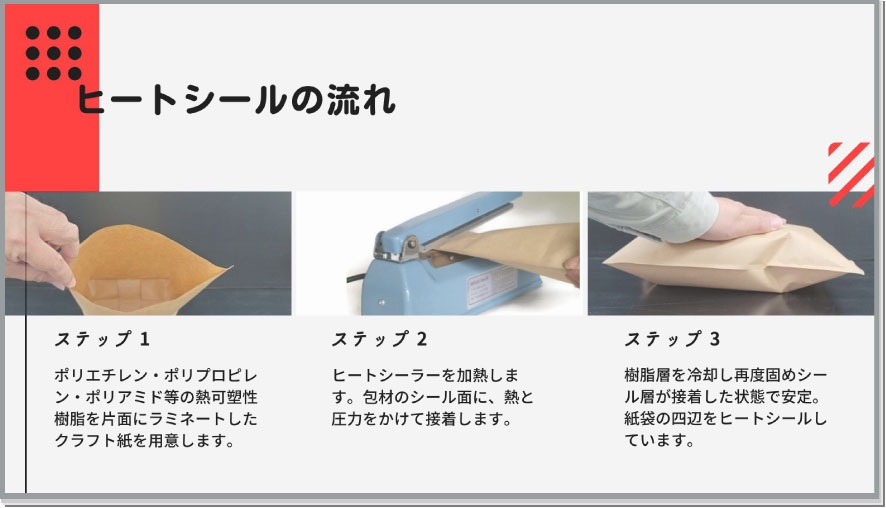
ポリエチレン・ポリプロピレン・ポリアミド・ABS等の熱可塑性樹脂を、片面にラミネートしたクラフト紙を用意します。

ヒートシール手順②
リボン状のヒーター線に瞬時に電流を流し、ヒーターを加熱します。
一度空打ちを行いシーラーを予熱し、発熱したヒーターの熱伝導で包材のシール面に圧力をかけて接着します。

ヒートシール手順③
樹脂層を冷却し再度固めることで、シール層が接着した状態で安定しました。
紙袋の四辺をヒートシールし、手で押さえても空気を逃がさない密閉状態の紙袋が完成です。
ヒートシールの製品事例
メリット・メーカー紹介
ヒートシールの製品事例

ヒートシール製品の例
カップ容器の容器本体、および蓋
袋状の包装資材など
チューブ状の底部シールの袋(ゴミ袋など)、3方シール袋、チューブ状の袋、スタンディングパウチ、ピロー包装、ガゼット包装
ヒートシールのメリット
ヒートシールは食品用包装材においてもよく使用されています。ヒートシールを使うことによって、食品の気密性や保存性を向上させることができます。
湿気防止、酸化防止が必要な食品類の包装資材には粘着テープやホッチキスよりも、ヒートシールが適しています。接着剤を使用せずに、紙を接着し袋形状にしたり、二項シールとは、2辺のみをヒートシールすることです。取り出しやすく、紙に包んだ状態のまま少しずつ食べることができるため、ホットスナックなどの包装紙にも使用されます。
ヒートシーラーを必要な温度まで一度上げると、その後は連続して作業ができるため加工スピードも早く、手軽に大量に製袋できます。
株式会社ウインテックスでは、紙や不織布、フィルムにラミネートし、インパルスシール・超音波シール設備で製袋、各種試験まで一社で行うことができます。樹脂に熱をかけて溶着するため熱劣化や不均一化や穴が生じやすい熱溶着と違って、インパルスシールは接着強度が安定しており見た目も良く、超音波シールは安定した接着と冷却時間が要らず早いというメリットがあります。
また弊社では押出ラミネート機で、ラミネート製品も製造しております。押し出し方式で加工されたラミネート製品は、残留溶剤がなく安心して食品包装に使用できます。
また食品包装用にも使用できるリサイクル可能なポリラミ紙「ホリグリーン」は、ヒートシールも可能な製品です。超広幅3m幅の液体塗工や、3.7m幅フレキソ印刷加工・ワインダー・スリッター・平判加工・小巻加工・シール製袋加工まで一貫生産致します。お気軽にご相談下さい。→ラミネート製品一覧を見る
押出ラミネートの受託会社をお探しの方、具体的な案件だけではなく、検討段階にある製品のご相談も歓迎です。
まずはお気軽にお問い合わせください。
![]()